
Bitumenemulsionen tragen zur kostengünstigen Erhaltung der Strassen bei
Nachbericht zur Veranstaltung "Nachhaltige Straßensanierung in Kaltbauweise" in Krems
WEITERLESENJahresbilanz Bitumenemulsionsindustrie 2022
WEITERLESENBitumenemulsionshersteller


Die Bitumenemulsionsindustrie stellt sich vor

Die Bitumenemulsionsindustrie hat Tradition in Österreich. Ihre Wurzeln reichen bis in die 20er-Jahre des vorigen Jahrhunderts zurück. Zentrales Anliegen der Branche ist die wirtschaftliche Straßenerhaltung.
Derzeit produzieren 6 Unternehmen an 7 Standorten Bitumenemulsionen in Österreich. Es sind dies:
- Bitubau GmbH
- Bitunova Baustofftechnik GmbH
- Colas GmbH
- Liesen Produktions- und Handelsges. mbH
- PORR Bau GmbH
- Vialit Asphalt GmbH und Co. KG
Die österreichischen Firmen haben sich dem Qualitätsgedanken verschrieben und möchten sich mit ihrem Knowhow für die hiesigen Straßenbaubedingungen von der Konkurrenz abheben.
Die Bitumenemulsion
Vor etwa 100 Jahren hat man herausgefunden, dass es emulgierfähige Bitumensorten gibt. Dieses Bitumen konnte man in heißflüssigem Zustand in alkalisiertes heißes Wasser einrühren und es bildete sich spontan eine Bitumenemulsion, das heißt, das Bitumen verteilt sich in Form feinster Tröpfchen im Wasser (etwa vergleichbar mit den Fetttröpfchen in der Milch.
Der besondere Vorteil dabei war, dass die Bitumenemulsion erheblich dünnflüssiger ist als das Ausgangsbitumen und daher bei niedrigerer Temperatur (damals 10 bis 40 °C) verarbeitet werden konnte.
Es war somit möglich, Bitumen auf erheblich einfachere Art zu handhaben. Mit entsprechenden Bauweisen im Sprühverfahren wurde sehr bald die „Staubfreimachung“ im großen Stile angewendet. Oberflächenbehandlungen, vorher vorwiegend mit sogenanntem „Straßenöl“ (auf Teerbasis) ausgeführt, wurden zu einer Regelbauweise.
Durch den Einsatz moderner Emulgiertechnologien und die parallele Entwicklung spezieller Emulgatoren durch die chemische Industrie ist es möglich geworden, Bitumen aus einer Vielzahl von Rohölprovenienzen zu qualitativ hochwertigen Bitumenemulsionen zu verarbeiten. Allerdings eignet sich nicht jedes Bitumen zum Emulgieren, eine gute Kolloidstabilität des Bitumens ist Voraussetzung für eine gute Bitumenemulsionsqualität – daher zeichnen sich emulgierte Bindemittel durch eine gute Alterungsstabilität aus.

Je nach Auswahl des Emulgatorsystems werden hauptsächlich kationische oder anionische Bitumenemulsions-Typen für Straßenbau- und Bautenschutzzwecke erzeugt. Nichtionische oder amphotere Emissionen spielen nur eine untergeordnete Rolle.
Die Herstellung von Bitumenemulsionen ist kein chemischer Prozess sondern ein physikalischer Mischvorgang.
Angesteuert über Dosierpumpen wird die Bitumenphase (Temperatur ca. 130 °C) in einer sogenannten Kolloidmühle gemeinsam mit der Wasserphase (Temperatur ca. 60 °C), in der Emulgatoren und Additive vorgelöst sind, mit hoher Mischenergie in einem Durchlaufverfahren vereinigt. Bei diesem Prozess wird das Bitumen zu feinen Tröpfchen „aufgemahlen“ und vom Emulgator in Form mikroskopisch kleiner kugelförmiger Tröpfchen stabilisiert. Der Emulgator verleiht dabei den Tröpfchen eine elektrostatische Aufladung, sodass sie sich gegenseitig abstoßen und auf diese Weise die Emulsion lagerstabil wird.
Bitumenemulsionen enthalten im Regelfall einen Bitumenanteil von 40 bis 72 M-%. Bis zu einem Bitumenanteil von etwa 65 M-% sind die Bitumenemulsionen zumeist dünnflüssig (Viskosität bei 40 °C ca. 10 bis 200 mPas), bei höheren Bitumengehalten werden sie dickflüssig (Viskosität bei 40 °C bis ca. 2000 mPas).
| Bitumenemulsions-Typ | kationisch | anionisch |
| pH-Wert, vorwiegend | sauer, 3 bis 5 | alkalisch, 9 bis 11 |
| Häufiger Emulgator-Typ | Fettamin-Salze | Seifen, z. B. des Tallöls |
| Elektrische Ladungsart der Bitumentröpfchen | positiv | negativ |
| Hauptsächliche Tröpfchengrößenverteilung | 0,5 bis 20 µm | 0,1 bis 10 µm |
| Emulgatorgehalt | 0,1 bis 2 % | 0,3 bis 5 % |
Tabelle: Grundlegende Eigenschaften von Bitumenemulsionen
Durch die gezielte Auswahl des Ausgangsbitumens, der Art und Menge der Emulgatoren sowie weiterer Rezepturbestandteile gibt es eine große Variationsbreite für die verschiede Einsatzgebiete.
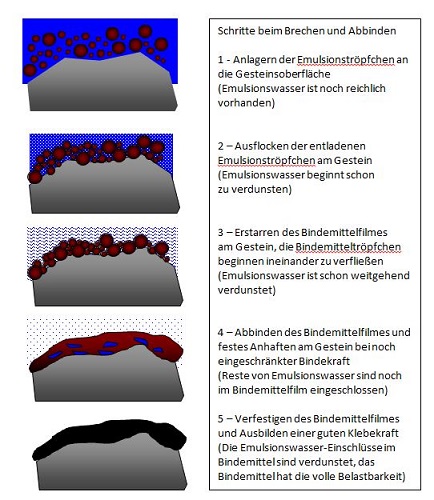
Insbesondere ist der Stabilitätsgrad ein entscheidendes Gebrauchsmerkmal. Er kennzeichnet das Brechverhalten der Emulsion und gibt an, wie rasch und unter welchen Bedingungen sich der Bitumenanteil der Emulsion ausscheidet, die Emulsion also zerfällt ("bricht"). Beispielsweise brechen „unstabile Bitumenemulsionen“ schon bei Kontakt mit gröberem Gesteinsmaterial (wie z.B. Splitt 4/8) binnen weniger Sekunden und verkleben dessen Gesteinsflächen miteinander.
„Stabile Bitumenemulsionen“ hingegen lassen sich minutenlang mit füllerhaltigen kornabgestuften Sand – Splittkomponenten mischen, ohne dass ein Brechen der Bitumenemulsion eintritt. Der Stabilitätsgrad wird gemäß Europäischer Normung neuerdings durch den sogenannten „Brechwert“ kategorisiert. Zu seiner Bestimmung wird jene Menge standardisiertes Steinmehl ermittelt, die in eine Bitumenemulsion eingerührt erden kann, bis sie koaguliert.

Dieser Brechwert ist jedoch lediglich ein Orientierungsmerkmal und reicht nicht dafür aus, die Emulsion einem bestimmten Anwendungszweck zuzuordnen.
Der Brechvorgang einer Bitumenemulsion ist in der Regel ein zeitlich rascher Vorgang von wenigen Minuten. Er wird durch Adsorption des Emulgators am Gestein (Ladungsaustausch zwischen Emulsionströpfchen und Gesteinsoberfläche) eingeleitet.
Nach dem Brechen erfolgt das Abbinden des zunächst noch recht lockeren Tröpfchengefüges durch weitgehendes Verdunsten des Emulsionswassers bei gleichzeitigem Inneinanderfließen (Verfilmen) der ursprünglichen Emulsionströpfchen zu einem kompakten kohäsiven Bindemittelfilm. Diese Wasserabgabe durch Verdunsten erfolgt langsam, hängt stark von klimatischen Gegebenheiten ab und kann Stunden, unter ungünstigen Bedingungen sogar Tage dauern. Daher hat die Verarbeitung von Bitumenemulsionen möglichst bei warmem Wetter zu erfolgen. Temperaturen der Unterlage von +15 °C sollten bei den meisten Bauweisen nicht unterschritten werden.
Bitumenemulsionen sind infolge ihres thermodynamisch instabilen Zweiphasen-Zustandes begrenzt lagerfähig, empfindlich gegen Überhitzung und starke mechanische Beanspruchungen (z.B. beim Pumpen) und aufgrund des Wassergehaltes frostempfindlich. Der Umgang mit Bitumenemulsionen erfordert daher Fachwissen und Sorgfalt.
Bitumenemulsionen sind umweltfreundliche Baustoffe, nicht nennenswert wassergefährdend und ausgezeichnet recyclingfähig.
Als Ausgangsbitumen werden neben reinem Straßenbaubitumen auch polymermodifiziertes Straßenbaubitumen sowie Polymerdispersion (Latices) zur Emulsionsherstellung eingesetzt.
Schematische Darstellung der Schritte beim Brechen und Abbinden einer "Unstabilen Bitumenemulsion" am Gestein
Die Vorteile von polymermodifizierten Bitumenemulsionen sind ihr ausgezeichnetes Haftverhalten an nahezu allen Gesteinen sowie die Erhöhung der Plastizitätsspanne des Bindemittelfilmes. Das bedeutet höhere Kohäsion und Festigkeit der Verklebung in der Wärme und geringere Sprödbruchneigung in der Kälte.
Eine weitere moderne Entwicklung mit guter Bewährung in der Praxis ist der Zusatz von vegetabilen Ölen, insbesondere Rapsöl zur Bitumenphase. Bitumen wird dadurch weicher, lässt sich besser emulgieren, das Brech- und Abbindeverhalten der Bitumenemulsion im Zuge der Verarbeitung werden optimiert. Eine Verlängerung der Bausaison für Oberflächenbehandlungen um einige Wochen ist dadurch unter günstigen Randbedingungen möglich. Bindemittel aus Bitumenemulsionen mit Rapsölzusatz üben deutliche Regenerierungseffekte auf die zumeist gealterten Asphaltunterlagen mit verhärtetem bituminösem Mörtel aus. Dadurch wird der Splitt besser mit der Unterlage verzahnt, was letztlich in vielen Fällen den Einsatz niedrigerer Bindemittelmengen erlaubt, bei sehr weichen, feinkörnig aufgebauten, hohlraumarmen Unterlagen sogar erfordert.
In den Monaten bis Jahren nach der Verarbeitung beginnt das Rapsöl zu verharzen, was zu einer Festigkeitssteigerung im Bindemittelfilm und dadurch zu einer besseren Haltbarkeit der mit der Bitumenemulsion ausgeführten Straßenerhaltungsmaßnahme führt. Darüber hinaus kann ein Teil importabhängiger Erdölprodukte durch heimisch nachwachsende vegetabile Rohstoffe ersetzt werden, ein Vorteil für Volkswirtschaft und Umwelt. Der Rapsölzusatz ersetzt nicht die Polymermodifizierung, ist aber mit dieser kombinierbar und bewährt sich in der Baupraxis seit 2 Jahrzehnten ausgezeichnet.
Kationische Bitumenemulsionen sind in einem Europäischen Regelwerk (EN 13808) und in einer österreichischen Umsetzungsnorm (ÖNORM B 3508) genormt (siehe dazu Abschnitt Qualitätskriterien).
Anionische Bitumenemulsionen werden auf europäischer Ebene nicht genormt. Die ÖNORM B 3509 legt die Anforderungen an anionische Bitumenemulsionen fest.
Qualitätskriterien
In Österreich werden die Anforderungen an kationische Bitumenemulsionen über folgende Normen und RVS geregelt:
-
ÖNORM EN 13808
-
ÖNORM B 3508
-
RVS 11.06.58
ÖNORM EN 13808
Die ÖNORM EN 13808 legt Anforderungen an die Eigenschaften von nicht modifizierten, gefluxten und polymermodifizierten kationischen Bitumenemulsionen, die im Straßenbau verwendet werden, fest.
Die ÖNORM EN 13808 ist eine harmonisierte Europäische Norm und führt die wesentlichen Merkmale, die eine kationische Bitumenemulsion aufweisen soll, an. Sie ermöglicht eine Bewertung und Überprüfung der Leistungsbeständigkeit (AVCP) 2+ indem sie:
- die Typprüfung und
- die Werkseigene Produktionskontrolle (WPK) durch den Hersteller
festlegt.
Die Produzenten von kationischen Bitumenemulsionen können somit eine Leistungserklärung erstellen und die CE-Kennzeichnung gemäß System 2+ der EU-Verordnung Nr. 305/2011 anbringen. Dies geschieht nach durchgeführter Zertifizierung der werkseigenen Produktionskontrolle durch eine notifizierte Zertifizierungsstelle auf der Grundlage einer Erstinspektion des Werks und der WPK sowie laufender Überwachung, Beurteilung und Bewertung.
Die ÖNORM EN 13808 ist ein Rahmenwerk, das sämtliche Eigenschaften von kationischen Bitumenemulsionen aufzählt. In Österreich ist sie gemeinsam mit der ÖNORM B 3508 anzuwenden.
ÖNORM B 3508 legt die Eigenschaften kationischer Bitumenemulsionen abhängig vom Anwendungszweck fest. Um die Verwendung aus der Bezeichnung der Emulsion „heraus lesen“ zu können, sind folgende Kürzel beigefügt:
OB Anwendungsbereich Oberflächenbehandlungen
HB Anwendungsbereich Haftbrücken zur Sicherstellung des Lagenverbundes
DDK Anwendungsbereich Dünnschichtdecken in Kaltbauweise
KMG Anwendungsbereich Kaltmischgut
Z Anwendungsbereich Zementstabilisierung und Recycling mit Bitumenemulsionen
BG Anwendungsbereich Begrünung
Bitumenemulsionen haben die Anforderungen gemäß Tabelle 2 bis Tabelle 9 der ÖNORM B 3508 zu erfüllen. Diese Tabellen enthalten die national gewählten Klassen für die jeweiligen Merkmale aus ÖNORM EN 13808:2013, Tabellen 2 bis 4:
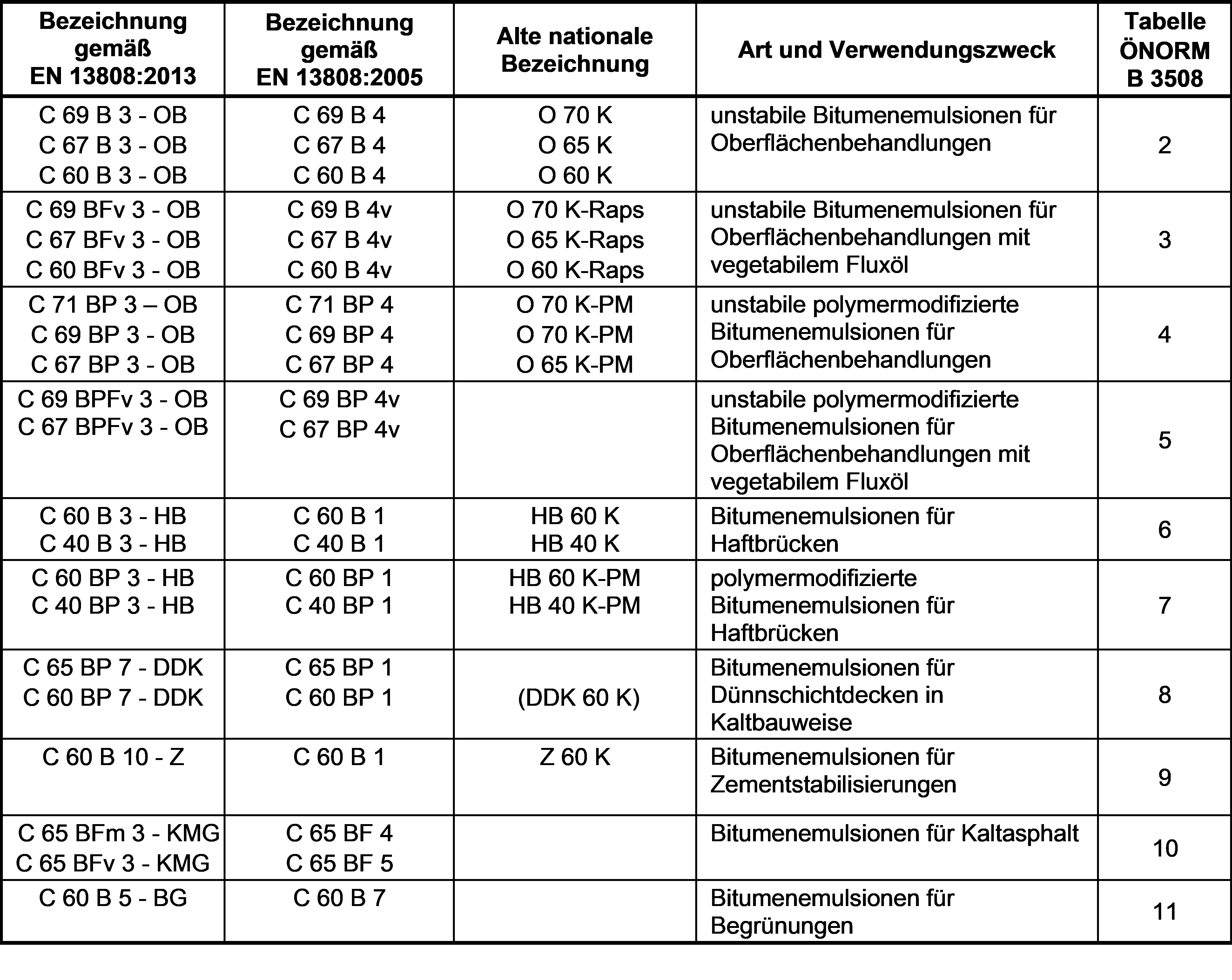
Kationische Bitumenemulsionen werden wie nachstehend dargestellt bezeichnet:
Beispiel: C 69 BPFv 3 – OB
C kationisch
69 Bindemittelgehalt Klasse 9 (Mittelwert aus 67 % bis 71 % Masseanteil)
B Straßenbaubitumen
P Zugabe von Polymeren
Fv Zugabe von mehr als 3 % Fluxölen vegetabilen Ursprunges (alternativ „m“: Fluxöle auf Mineralölbasis)
3 Brechwert Klasse 3 (70 g bis 155 g Füllerverbrauch)
OB Oberflächenbehandlung
RVS 11.06.58-Bitumenemulsionen, verschnittene und gefluxte bitumenhaltige Bindemittel
Diese RVS ist für die Fremdüberwachung folgender im Straßenbau verwendeter Produkte anzuwenden:
- Bitumenemulsionen für Oberflächenbehandlungen, Haftbrücken und Dünnschichtdecken in Kaltbauweise
- Verschnittene und gefluxte bitumenhaltige Bindemittel für Oberflächenbehandlungen
- Bauprodukte (CE-gekennzeichnete) und Bauweisen, bei denen diese Bindemittel zur Anwendung gelangen
Sie regelt die zusätzlichen jährlichen Überprüfung der Bindemittel durch eine akkreditierte Prüfstelle, die Fremdüberwachung der Bauweisen (HB, OB, DDK und VS) und Begutachtung von Bauausführungen durch eine akkreditierte Inspektionsstelle, sowie die Feldversuche, die im Sinne der RVS zur Feststellung der Gebrauchstauglichkeit der Bindemittel durchgeführt werden.
Die jährliche Überprüfung der Bitumenemulsion durch eine akkreditierte Prüfstelle ist gemäß der in der ÖNORM B 3508 enthaltenen Merkmale vorzunehmen. Für die Durchführung der Überprüfung erfolgt die Probenahme des Bindemittels durch die akkreditierte Prüfstelle im Herstellerwerk.
Göbe
Der GÖBE - „Güteschutzausschuss der österreichischen Bitumenemulsionserzeuger“ gehört zum Fachverband der Chemischen Industrie Österreichs / Berufsgruppe Bitumenemulsionsindustrie und seine Tätigkeit erstreckt sich auf die Prüfung und Anerkennung des Güteschutzes von Bitumenemulsionen, welche von österreichischen Firmen in Österreich hergestellten werden. Des Weiteren umfasst sie die Erstellung und laufende Überarbeitung von Richtlinien sowie Anforderungs- und Prüfkriterien für jene Bitumenemulsionen, welche nach dem Stand der Technik noch nicht in vollem Umfang in Bestimmungen der Richtlinien und Vorschriften für den Straßenbau (RVS) bzw. ÖNORMEN beschrieben sind.
Der GÖBE hat die Aufgaben
- den Bestand eines Güteschutzes festzustellen und bestätigen
- die gütegeschützten Bitumenemulsionen nach Sorten und Erzeugern in einem Verzeichnis herauszugeben.
- die werkseigene Produktionskontrolle und die Fremdüberwachung von Bitumenemulsionen gemäß den Vorgaben der RVS 11.06.58 zu überwachen.
- von ihm erstellte Richtlinien, Anforderungen und Prüfkriterien auf dem jeweils letzten Stand der Technik zu halten und in einem Verzeichnis herauszugeben.
- die von ihm erstellten Verzeichnisse (gemäß Pkt. 2 und 4) den betroffenen Dienststellen des Bundes und der Länder sowie allen sonstigen, von den Mitgliedern des GÖBE namhaft gemachten, Interessenten regelmäßig zur Kenntnis zu bringen.
- dort, wo Unklarheiten bezüglich des Einsatzes von Bitumenemulsionen auftreten, aufgrund seiner Kenntnisse und Erfahrungen aufklärend oder berichtigend zu wirken und dadurch die Anwendung und Entwicklung von Bitumenemulsionen zu fördern.
Umwelt
Bitumenemulsionen werden in der Straßenerhaltung und Straßensanierung häufig verwendet.
Die Gründe dafür sind vielfältig:
- Bitumenemulsionen sind lösemittelfrei und somit ungiftig, umweltschonend und geruchsarm.
-
Bitumenemulsionen sind nicht brennbar, es besteht keine Explosionsgefahr durch Lösemitteldämpfe.
-
Durch den Zusatz von vegetabilen Fluxölen, wie z.B. Rapsöl wird der Verbrauch von fossilen Rohstoffen reduziert. Das bewirkt eine dauerhafte Reduktion von CO2 und verringert somit die Treibhausgasbelastung.
-
Bitumenemulsionen sind kein Gefahrgut im Sinne der Transportvorschriften. Transportiert werden sie bei Temperaturen, die weit unter 100 °C liegen.
-
Bitumenemulsionen werden „kalt“ verarbeitet. Abhängig von Bindemittelgehalt und dem Anwendungsbereich werden sie überhaupt nicht (z.B. eine 40 % Vorspritzemulsion) bzw. geringfügig auf 50°C bis 70 °C (eine 67 % OB-Emulsion) erwärmt.
-
Der Energiebedarf bei der Verarbeitung und dem Einbau von Bitumenemulsionen ist wesentlich geringer, da die Mineralstoffe (der Splitt) nicht erhitzt werden müssen. Sie dürfen geringfügig feucht sein.
-
Beim Einbau ergeben sich nur kurzfristige Verkehrsbehinderungen. Die behandelten Flächen können unmittelbar nach der Verarbeitung dem Verkehr übergeben werden.
-
Bitumenemulsion geben beim Abbinden (Brechen) nur Wasser ab, welches verdunstet. Auf der Straßenoberfläche verbleibt das Bitumen in seiner ursprünglichen Form. Somit stellen Bitumenemulsionen im Zuge eines späteren Recyclings keine „artfremden Stoffe“ dar – sie können wiederverwendet werden
Anwendungen
Oberflächenbehandlungen (OB)
OB sind dünne Asphaltschichten, die aus einer Schicht Bindemittel (Bitumenemulsion oder Fluxbitumen bzw. deren polymermodifizierte Varianten) und einer oder mehreren Lagen Gesteinskörnungen bestehen.
Sie dichten die Unterlage ab, stellen die Griffigkeit wieder her und verleihen der Straßenoberfläche eine ausgeprägte Makrotextur.
Für OB gilt eine Europäische Norm, die ÖNORM EN 12271 [2]. In Folge dieser Norm wird aus dem ehemaligen Bauverfahren ein Bauprodukt gemäß Europäischer Bauproduktenverordnung. Daraus leitet sich die Verpflichtung zur CE-Kennzeichnung und Erstellung einer Leistungserklärung ab.
Die Berechtigung zum Führen des CE-Zeichens wird von einer notifizierten Stelle gewährt, wenn entsprechende Nachweise des Herstellers der OB vorgelegt werden, wie
- die erfolgreiche Herstellung von Baumustern (TAIT)
- ein dokumentiertes normgemäßes Qualitätsmanagementsystem mit einer funktionierenden werkseigenen Produktionskontrolle sowie
- die laufende Kalibrierung von Gerätschaften zum Erzielen einer hohen Dosiergenauigkeit und
- die Einstufung der Arten der OB und der Baugeräte in Leistungskategorien.
Kleinflächige OB mit zusammenhängenden Flächenabschnitten von weniger als 500 m² („Flickarbeiten“) sowie Arbeiten, für die der Auftraggeber die Ausführungsdetails vorgibt, sind aus dem Geltungsbereich der Europäischen Norm herausgenommen, dieser kann aber über den Bauvertrag als dennoch verbindlich erklärt werden.
Die Anforderungen an OB werden in der österreichischen Umsetzungsnorm, ÖNORM B 3596 [3] festgelegt.
OB-Bauweisen
In der Praxis haben sich folgende Bauweisen mit gutem Erfolg bewährt:
Einfache Oberflächenbehandlung (EO)

Die EO ist die Standardbauweise und besteht aus dem auf die Unterlage aufgespritzten Bindemittelfilm und einer unmittelbar anschließend aufgebrachten Lage Abstreusplitt. Sie wird vorwiegend mit der Korngruppe 4/8 ausgeführt, in Ausnahmefällen auch mit 2/4 oder 8/11
Einfache Oberflächenbehandlung mit doppelter Splittabstreuung (EODS)

Die EODS wird bei höherer Verkehrsbelastung angewendet und besteht aus dem auf die Unterlage aufgespritzten Bindemittelfilm und zwei unmittelbar anschließend aufgebrachten unterschiedlichen Korngruppen. Diese werden in zwei aufeinander folgenden Arbeitsgängen auf das Bindemittel gestreut. Die erste Splittabstreuung mit einer gröberen Korngruppe (zumeist 8/11 oder seltener 4/8) erfolgt mindestens so offen (auf Lücke), dass bei der zweiten Streuung mit einer feineren Korngruppe (2/4) die Zwischenräume der ersten Splittlage erreicht und verfüllt werden. Diese Bauweise wird auch als „verkeilte Oberflächenbehandlung“ bezeichnet. Es fördert die Qualität der Bauausführung, vor allem die Gleichmäßigkeit der Makrotoextur, wenn die gröbere Kornlage 8/11 mit einem Walzübergang in seine stabilste Lage ausgerichtet wird, bevor die feinere Lage gestreut wird.
Sandwich-Oberflächenbehandlung (SO)

Die SO wird vorwiegend bei inhomogenen und zum Teil auch überfetteten Straßenunterlagen eingesetzt. Sie besteht aus einer Lage einer gröberen Korngruppe (8/11 oder seltener 4/8) ohne vorherigem Aufspritzen eines Bindemittels sowie anschließendem Aufspritzen des Bindemittels und Streuung der feineren Korngruppe (2/4). Insgesamt kommt diese Variante der EODS-Bauweise in der Einfahrzeit mit einer etwas niedrigeren Bindemitteldosierung aus und kann daher auf eine „Bindemittelreserve“ aus der Unterlage nach dem abgeschlossenen Einbetten des Splittmosaiks in die Unterlage zurückgreifen, ohne zu überfetten.
Herstellungsverfahren und Grundsätzliches
Die Herstellung einer OB erfolgt ausschließlich in den wärmeren Jahreszeiten, vorzugsweise von Mai bis September. Die Temperatur der Unterlage sollte mindestens +10 °C betragen (gemäß RVF, + 15 °C wäre jedoch vorzuziehen), nur in Ausnahmefällen können tiefere Temperaturen toleriert werden, bringen aber stets ein erhöhtes Versagensrisiko mit sich. Dabei ist es weniger riskant, in die warme Jahreszeit hinein zu arbeiten (Herstellung einer OB im April) als in die kalte (Arbeiten im Oktober). Der Grund dafür liegt in der Notwendigkeit der Fähigkeit des Bindemittelfilmes, hinreichend rasch abbinden und eine gute Adhäsion zum Splittkorn aufbauen zu können. Außerdem muss bei der Emulsionsbauweise das Wasser verdunsten, damit die Bitumenemulsionströpfchen mit sich selbst zu einem kohäsiven gut klebenden Bindemittelfilm verfließen können. Dieser Bindemittelfilm muss geschmeidig bleiben und darf in der Korn-Umbettungsphase während der Einfahrzeit der Oberflächenbehandlung nicht zur Sprödbruchbildung neigen. Bei Temperaturen unter + 10 °C ist das Einhalten dieser Forderung nicht mehr mit Sicherheit gewährleistet. Die Verwendung polymermodifizierter Bindemittel gewährleistet etwas mehr Sicherheit, also ein geringfügigeres Versagensrisiko bei kühlen Einbaubedingungen, weil die Bindemittelkohäsion höher ist, die Temperaturgrenzen sind aber dennoch zu respektieren.
Ein weiterer Grund gegen den spätherbstlichen Einbau von OB ist der nicht mehr vermeidbare Feuchtigkeitseinschluss in den Hohlräumen der Unterlage.
Von erheblicher Bedeutung für die Dauerhaftigkeit einer OB ist die Einbettung des Splittkornes in den Asphaltmörtel der Unterlage, also die „Verzahnung“ des Splittmosaiks mit der Unterlage. Nur so kann die einlagige Splittschicht den Schubkräften des Verkehrs und vor allem auch den Beanspruchungen des Winterdienstes standhalten. Diese Verzahnung tritt in der Regel nur im Hochsommer ein, wenn die Straßenoberfläche Temperaturen von 40 bis über 50 °C erreicht, der Asphaltmörtel der Unterlage also schon etwas „weich“ wird. Deshalb haben sich OB, die vor oder im Sommer hergestellt wurden, stets am besten bewährt.
Dieses Eindringen des Splittes in die Unterlage führt auch zum häufigsten Fehler, der bei einer OB auftreten kann, dem Überfetten (auch „Schwitzen“ genannt). Wird zuviel Bindemittel dosiert oder werden auf sehr weichen Unterlagen zu feine Splittkörnungen eingesetzt, kann es zu diesem Aufsteigen des Bindemittelfilmes über die Splittschicht hinaus kommen. Schuld daran ist also weniger die Weichheit des Bindemittels, das für eine OB eingesetzt wurde, sondern die Weichheit der Unterlage oder aber auch eine mangelhafte Splittkornfestigkeit und als deren Folge eine übermäßige Kornzertrümmerung. Wenn Oberflächen überfetten, dann meistens nach mehreren zusammenhängenden Hitzetagen im Juni oder Juli (lange Tage, kurze Nächte), also wenn die Straßentemperatur hoch und damit der Asphalt weich ist. Es ist daher sehr wichtig, die Bindemitteldosierung, die Auswahl der Splittkorngröße und die Splittfestigkeit sehr sorgfältig auf Klima und Verkehrsbelastung abzustimmen. Auch Straßenabschnitte mit Dauerschatten (Wald) erfordern eine gesonderte Planung, etwa eine erhebliche Erhöhung der Bindemitteldosierung (um bis zu 50 % im Vergleich zu sonnigen Abschnitten!), weil dort häufig die Unterlage rauer ist, eine Einbettung der Splittkörner in die Unterlage kaum eintritt und wesentlich längere Verweilzeiten von Nässe auftreten.
Die Unterlage ist unmittelbar vor Ausführung der OB sehr sorgfältig zu reinigen; empfehlenswert ist in den meisten Fällen Wasser-Hochdruckreinigen.
Als Bindemittel werden Fluxbitumen für Heißverfahren und kationische oder anionische Bitumenemulsionen für Kaltverfahren eingesetzt. In Abhängigkeit von der Verkehrsbelastung und sonstigen Randbedingungen sind polymermodifizierte Bindemittel ratsam. Es wird auf die gereinigte und trockene - bei Bitumenemulsionen allenfalls feuchte - Unterlage gleichmäßig in der festgelegten Menge (kg/m²) mittels Rampenspritzgerät (siehe Abb. 1) aufgespritzt. Gegebenenfalls wird dazu auch ein Reparaturzug eingesetzt (siehe Abb. 2).
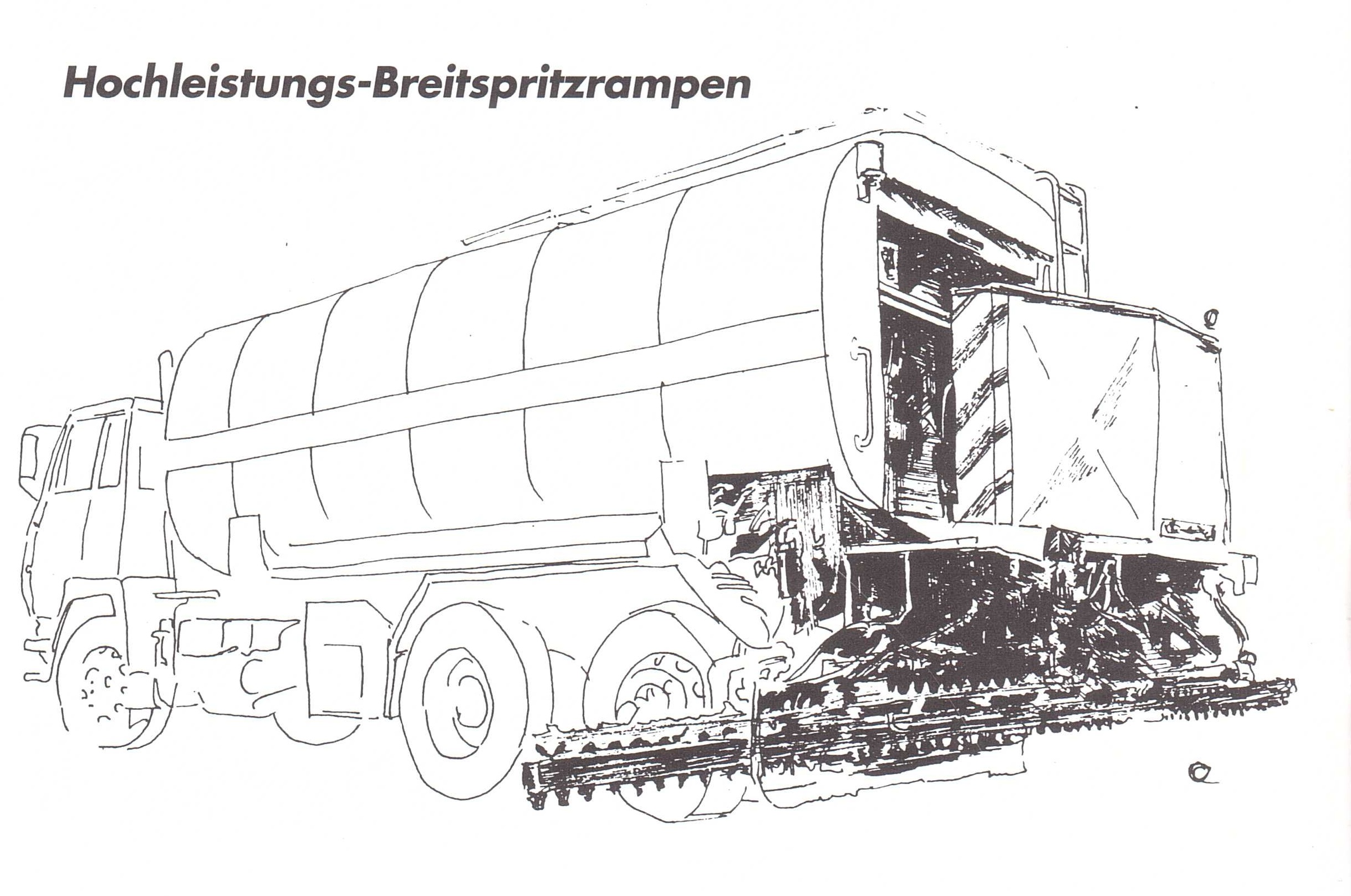
Abb. 1: Rampenspritzgerät zur Herstellung einer OB
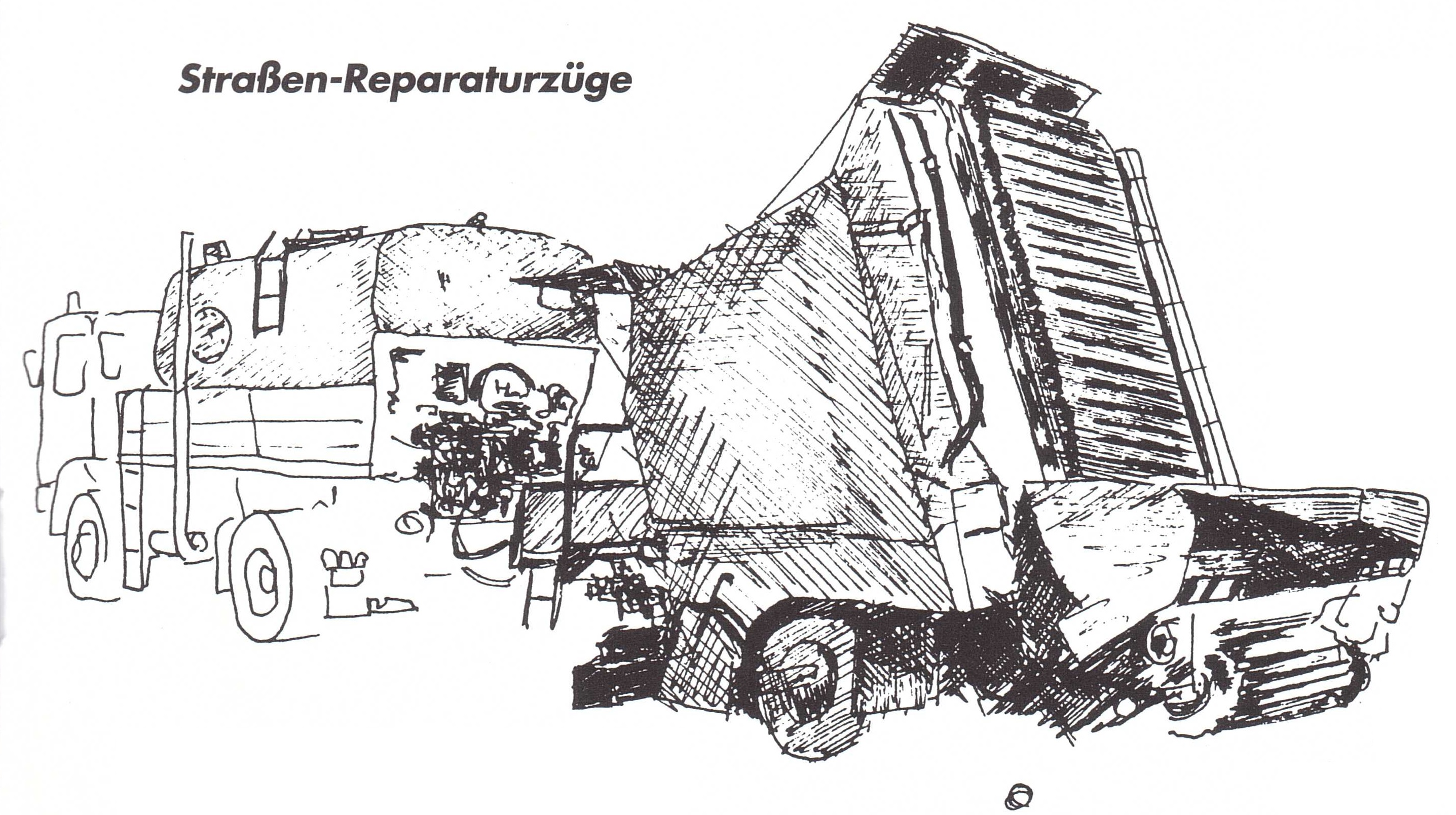
Abb. 2: Reparaturzug zur Herstellung einer OB
Die Gesteinskörnungen werden in festgelegter Festigkeit, Beschaffenheit (möglichst staubfrei und nicht zu nass!), Korngröße und Menge unmittelbar nach dem Aufbringen des Bindemittels (bei Bitumenemulsionen jedenfalls vor dem Brechen) mit geeigneten, genau dosierenden Splittstreugeräten aufgestreut und anschließend mittels Gummiradwalzen angedrückt. Glattmantelwalzen können bei unebenen Flächen (z.B. in der Fahrspur) nicht gleichmäßig genug andrücken, bewirken zum Teil Kornzertrümmerung und sind daher nicht anforderungsgemäß. Nur eine ausreichende Anzahl von Walzübergängen (ca. 5) gewährleistet eine für die Verkehrsfreigabe hinreichend stabile Kornlage, wobei es vor allem auf das Ausrichten der Körner in ihre stabilste Lage ankommt.
Es ist unbedingt zu beachten, dass die Bauweise ausschließlich einlagige Splittschichten (je Korngruppe) verlangt. Ein häufig auftretender Fehler ist eine zu reichliche Splittdosierung, sodass sich beim Walzen und in der nachfolgenden Einfahrzeit kein stabiles, sich gegenseitig abstützendes Korngefüge („Splittmosaik“) ausbilden kann.
Besonders die Bauweisen mit doppelter Splittabstreuung verlangen hohe Sorgfalt bei der Dosierung der ersten Kornlage auf Lücke.
Nach dem Walzen erfolgt die Verkehrsfreigabe, allerdings mit einer Geschwindigkeitsbegrenzung von in der Regel 30 km/h. Während dieser „Einfahrzeit“, die in Abhängigkeit von Verkehrsdichte und klimatischen Randbedingungen einen bis einige Tage dauert, sind Sicherungsmaßnahmen vorzusehen, z.B. Hinweistafeln “Achtung Streusplitt”. Bei einer etwas zu reichlichen geratenen Splittdosierung ist eine sorgsame schonende Zwischenabkehrung nach ein bis 2 Tagen ratsam, um Anhäufungen an den Rändern der Fahrspuren zu vermeiden. Einfahrzeiten von mehreren Wochen sind kaum zielführend und daher strikt zu vermeiden. Sie führen zur starken Staubbildung und Splittbeschädigung durch Korn- an Kornreibung sowie zu unnötigen Verkehrsrisiken durch Schleudergefahr!
Nach der angemessenen Einfahrzeit wird überschüssiger bzw. nicht gebundener Splitt mittels einer Saugkehrmaschine sorgfältig abgekehrt und die Geschwindigkeitsbegrenzung kann aufgehoben werden. Je weniger Kehrsplitt anfällt, desto optimaler war die Bauausführung.
Darüber hinaus ist bei der Herstellung von OB grundsätzlich zu beachten:
-
Bei einem JDTLVges (jährlicher durchschnittlicher täglicher Lastverkehr) von < 200 und kleinen Flächen sind Kaltverfahren Standard.
-
Bei einem JDTLVges von > 200 sind infolge höherer Anfangsbelastbarkeit Heißverfahren sowie die Verwendung gröberer Korngruppen zu bevorzugen.
-
Bei einem JDTLVges von > 500 sind ausschließlich polymermodifizierte Bindemittel zu verwenden.
-
Die Qualität der Gesteinskörnungen (LA- und PSV-Wert) ist auf die Verkehrsbelastung abzustimmen.
-
Die Abstimmung der Bindemittel- und Splittdosierung auf die Verkehrsbelastung, den Zustand der Unterlage, die klimatischen Gegebenheiten und die Lage (Höhenlage, Waldabschnitte, Kurven etc.) ist bedeutsam.
-
Feinkörnige Oberflächenbehandlungen neigen eher zum Überfetten als grobkörnige.
-
Bei unebener und/oder überfetteter Asphaltunterlage sind gröbere Gesteinskörnungen vorzuziehen.
-
Bei doppelten oder mehrlagigen OB muss das Bindemittel der oberen an die untere Lage voll angebunden sein und es dürfen durch überschüssigen Splitt keine bindemittelfreien Zonen entstehen.
-
Die Einfahrzeit, hauptsächlich die knetend-walkende Wirkung der Fahrzeugreifen des langsam rollenden Verkehrs, ist eine wesentliche Stufe in der Schlussphase des Herstellungsprozesses einer OB. In dieser „Nachverdichtungsphase“ prägt sich die erwünschte Einbettung des Splittmosaiks aus und die OB erhält ihre Nutzungsqualität und die Voraussetzung für ihre Dauerhaftigkeit.
Anwendungsbereiche und Einsatzgebiete
OB sind durch die gegen Wasser abdichtende Wirkung sowohl konservierende, als auch durch Griffigkeitserhöhung und Ausprägung der Textur qualitätsverbessernde bauliche Maßnahmen. Der niedrige Baustoffbedarf, die hohe Effektivität und bei angemessener Baustoffauswahl die trotz ihrer Dünnschichtigkeit erstaunlich lange Nutzungsdauer machen die OB zu einer sparsamen und sehr wirtschaftlichen Bauweise. Sie reduziert Aquaplaninggefahren, Salzverbrauch und Glatteisbildung und ist deshalb eine verkehrssichere Lösung für die Verbesserung der Befahrbarkeit und für bestimmte Probleme der baulichen Erhaltung (siehe Abb. 3).

Abb. 3: Oberflächentextur einer OB in Übersicht und Detail
Der typische Anwendungsbereich sind substanziell gefährdete Straßen und Straßen mit herabgesetzter Befahrbarkeitsqualität der Lastklassen III bis V, wie Straßen mit ausgemagertem und feinrissigem oder mörtelangereichertem Erscheinungsbild sowie Decken mit inhomogener Textur.
Weitere Anwendungen sind die Herstellung von Decken mit guten Befahrbarkeitseigenschaften auf ungebundenen oder bitumengebundenen Tragschichten.
Aufgrund des niedrigen Materialverbrauches zählen OB zu den wirtschaftlichsten Bauweisen, die für eine systematische Straßenerhaltung zur Verfügung stehen. Das österreichische Straßennetz hat eine Länge von etwa 200.000 km, davon entfallen rund vier Fünftel auf das niederrangige Netz der Gemeindestraßen und Güterwege. Für diesen flächengrößten Netzanteil ist eine finanzierbare flächendeckende Straßenerhaltung ohne diese Bauweise undenkbar.
Aber auch auf dem höherrangigen Netz, auf Landesstraßen B und L hat sich die OB bei sorgfältiger Planung ausgezeichnet bewährt und es werden Nutzungsdauern von bis zu 20 Jahren erreicht, obwohl je nach OB-Typ nur rund 10 bis 20 kg Baustoffe pro Quadratmeter verbraucht werden.
Der Vollständigkeit halber wird angemerkt, dass mit einer OB manche bautechnischen Ziele nicht erreicht werden können, so ist etwa ein Ebenheitsausgleich in Längs- oder Querrichtung zur Fahrbahn nicht möglich. Die Dünnschichtigkeit bewirkt auch das Durchreflektieren des Zustandsbildes der Unterlage, sodass Unterlagen mit einem sehr inhomogenen Bestand kaum eine einwandfreie OB-Optik zulassen. Einbaufehler, wie eine zu hohe Bindemitteldosierung aufgrund einer Fehleinschätzung der künftigen Verkehrsbelastung können zur Überfettung führen und machen rasche Korrekturmaßnahmen, wie sorgfältiges Nachsplitten erforderlich. Die Qualität der Baustoffe (Bindemittel und Abstreukörnung) sowie die Sorgfalt der Bauausführung beeinflussen Qualität und Nutzungsdauer erheblich, aber kaum eine andere Bauweise hat ein besseres Preis-Leistungsverhältnis.
Oberflächenbehandlungen (OB) werden in Österreich gemäß RVS 08.16.04 [1] ausgeführt.
Literatur
[1] RVS 08.16.04 „Oberflächenbehandlungen“
[2] ÖNORM EN 12271 „Oberflächenbehandlung – Anforderungen“
[3] ÖNORM B 3596 „Oberflächenbehandlung, Anforderungen, Regeln zur Umsetzung der ÖNORM EN 12271“
Dünnschichtdecken in Kaltbauweise und Versieglungen (DDK, VS)
DDK sind dünne Asphaltschichten, die aus einem breiförmigen wasserhaltigen Mischgut („bituminöse Schlämme“) hergestellt werden.
Dieses Mischgut ist zusammengesetzt aus einer Spezialbitumenemulsion als Bindemittelkomponente sowie mineralischen Zuschlagstoffen, bestehend aus kornabgestuften Mineralstoffen, Wasser, Zement und Abbinderegulatoren.
VS sind sehr dünne mörtelreiche Asphaltschichten, die nicht schichtbildend auf dem Bestand aufgebracht werden, sondern nur verlorenen Mörtel an dessen Oberfläche ersetzen. Die Zusammensetzung entspricht der DDK, basiert jedoch auf feineren Korngemischen.
Für DDK und VS gilt eine Europäische Norm, die ÖNORM EN 12273 [2]. In Folge dieser Norm wird aus dem ehemaligen Bauverfahren ein Bauprodukt gemäß Europäischer Bauproduktenverordnung. Daraus leitet sich die Verpflichtung zur CE-Kennzeichnung und Erstellung einer Leistungserklärung ab.
Die Berechtigung zum Führen des CE-Zeichens wird von einer notifizierten Stelle gewährt, wenn entsprechende Nachweise des Herstellers der OB vorgelegt werden, wie
- die erfolgreiche Herstellung von Baumustern (TAIT)
- ein dokumentiertes normgemäßes Qualitätsmanagementsystem mit einer funktionierenden werkseigenen Produktionskontrolle sowie
- die laufende Kalibrierung von Gerätschaften zum Erzielen einer hohen Dosiergenauigkeit und
- die Einstufung der Arten der DDK und VS sowie der Baugeräte in Leistungskategorien.
Die Anforderungen an Dünnschichtdecken in Kaltbauweise und Versiegelungen werden in einer österreichischen Umsetzungsnorm, der ÖNORM B 3597 [3] festgelegt.
1.1 DDK- und VS-Bauweisen
In der Praxis haben sich folgende Bauweisen mit gutem Erfolg bewährt. Grundsätzlich sind sie sehr ähnlich konzipiert und unterscheiden sich lediglich in der Zusammensetzung des Mineralstoffgemisches hinsichtlich Größtkorn und Siebsummenlinie sowie daraus resultierend auch im Bindemittelgehalt.
Dünnschichtdecke in Kaltbauweise 0/5 (DDK 5)
Die maximale Korngröße dieses DDK-Typs beträgt 5,6 mm mit einem Überkornanteil von höchstens 20 %. Die DDK 5 ist der meistverwendete Typ und eignet sich für Anwendungen im niedrig- bis mittelrangigen Verkehrsbereich. Bei zweilagigem Einbau liegt der typische Materialverbrauch im Bereich von 18 bis 26 kg/m².
Dünnschichtdecke in Kaltbauweise 0/8 (DDK 8)
Die maximale Korngröße dieses DDK-Typs beträgt 8 mm mit einem Überkornanteil von höchstens 10 %. Die DDK 8 eignet sich für Anwendungen im niedrig- bis hochrangigen Verkehrsbereich und lässt etwas dickschichtigere Profilierungen zu als eine DDK 5. Bei zweilagigem Einbau liegt der typische Materialverbrauch im Bereich von 20 bis 30 kg/m².
Dünnschichtdecke in Kaltbauweise 0/11 (DDK 11)
Die maximale Korngröße dieses DDK-Typs beträgt 11 mm mit einem Überkornanteil von höchstens 10 %. Die DDK 11 ist der weniger häufig aber sehr differenziert eingesetzte DDK-Typ und eignet sich für Anwendungen im niedrig- bis hochrangigen Verkehrsbereich. Im niedrigrangigen Bereich von Gemeindestraßen und Güterwegen wird eine DDK 11 hauptsächlich für Profilierungsarbeiten eingesetzt, da das grobe Korn standfeste Schichten auch bei stärker verdrückter Unterlage ermöglicht. Im Bereich des hochrangigen Straßennetzes führt die DDK 11 zu sehr griffigen Deckschichten mit einer ausgeprägt makrorauen Textur. Bei Profilierungsarbeiten liegt der typische Materialverbrauch in Abhängigkeit von den Unebenheiten des Bestandes im Bereich von 20 bis 40, für Deckschichten bei 16 bis 22 kg/m².
Versiegelungen 0/2 (VS 2)
Die maximale Korngröße der VS 2 beträgt 2 mm mit einem Überkornanteil von höchstens 20 %.
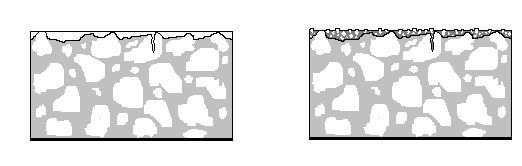
Schematische Darstellung einer VS (Bestand vor- und nachher)
Sie eignet sich für Anwendungen im niedrig- bis mittelrangigen Verkehrsbereich, wenn durch Alterung oder Kornzertrümmerung in einem ansonsten aber ebenflächigen tragfähigen Bestand ein starker Mörtelverlust vorliegt, der zum baldigem Verfall durch eindringendes Wasser führen würde. Für Profilierungsarbeiten oder für die Herstellung einer Deckschicht ist eine VS grundsätzlich nicht geeignet. Der typische Materialverbrauch liegt im Bereich von 4 bis 8 kg/m².
Für kleinflächige Anwendungen gibt es auch sogenannte Fertigschlämmen. Sie werden manuell mit Gummischiebern verarbeitet, haben in der Regel eine maximale Korngröße von 1 mm und der typische Materialverbrauch beträgt 1 bis 3 kg/m².
1.2 Herstellungsverfahren und Grundsätzliches
Für DDK und VS gelten weitgehend übereinstimmende Grundsätze und Verfahren.
Vor der Bauausführung wird die Unterlage erforderlichenfalls durch das Ausbessern von Schäden entsprechend vorbereitet und sorgfältig gereinigt, in der Regel durch Hochdruck-Wasserstrahlen.
Die Mischgutherstellung und -verarbeitung erfolgt maschinell ein- oder mehrlagig (in den meisten Fällen zweilagig) in einer Art Endlosgießverfahren direkt auf der Unterlage, in einer dem Größtkorn entsprechenden Lagendicke. Mit der ersten Lage werden in der Regel Unebenheiten in Querrichtung ausgeglichen (Profil), abschließend wird eine möglichst dünne Lage (Decke) mit vorzugsweise gleichmäßiger feinrauer Textur aufgebracht. Eine VS hingegen wird nicht als Schicht sondern eher in Form einer Auffüllung der im Bestand vorhandenen Makrotextur hergestellt.

Einbaumaschine zur Herstellung von DDK
Das DDK-Mischgut wird in einer selbstfahrenden Einbaumaschine erzeugt, welche die Bindemittelkomponente, Korngemische und Zusätze geladen hat und sie über entsprechende Dosiereinrichtungen rezeptgemäß einem horizontalen, hydraulisch angetriebenen Durchlaufmischer zuführt.
Das Mischgut wird vom Mischer in einen Verteilerkasten gefördert. Der Verteilerkasten liegt direkt auf der Straße auf und verfügt über entsprechende schnell laufende Verteilermischwellen und eine hintere Abziehleiste aus Stahl. Damit wird das Mischgut gleichmäßig über die Einbaubreite verteilt und in einer niveaugerecht einstellbaren Schichtdicke abgezogen.
Eine VS wird in der Regel mit einer fest angedrückten Gummilippe in die Unterlage hineingepresst.

Verteilerkasten
Moderne Einbaumaschinen können Tagesleistungen bis zu 15.000 m² erzielen.
Die Temperatur der Unterlage soll im Regelfall > 10 °C betragen. Bei Temperaturen < 10 °C oder bei sonstigen ungünstigen Klimabedingungen sollen DDK nicht eingebaut werden, die DDK-Bauweise beschränkt sich daher auf die Monate April bis Oktober.
Die Verkehrsfreigabe erfolgt nach dem Brechen und Abbinden der Bitumenemulsion, im Regelfall 30 Minuten nach dem Aufbringen der DDK. Während der Einfahrzeit, die in Abhängigkeit von Verkehrsfrequenz und Klima einige Stunden bis wenige Tage dauert, ist eine Geschwindigkeitsbeschränkung von höchstens 70 km/h anzuordnen und deren Einhaltung möglichst zu überwachen.
Die Herstellung einer DDK erfordert in besonders hohem Maße eine genaue Kenntnis der Materialeigenschaften und der Zusammenhänge zwischen dem Verhalten des Mischgutes und den Einbaubedingungen (Verkehr, Straßenverhältnisse, klimatische Randbedingungen). DDK mit entsprechender Nutzungsqualität und einer Nutzungsdauer von 10 bis 20 Jahren können nur von einschlägig erfahrenen Fachfirmen mit hoch qualifiziertem Personal hergestellt werden, das sachkundig Komponenten, Mischgutzusammensetzung und Zustandsentwicklung der DDK bis zur endgültigen Verkehrsfreigabe laufend kontrolliert und in der Lage ist, erforderlichenfalls Korrekturmaßnahmen vorzunehmen.
1.3 Anwendungsbereiche und Einsatzgebiete
DDK sind aufgrund ihrer Qualität und Wirkung technisch und wirtschaftlich sehr gut zur Konservierung von ausgemagerten und feinrissigen Unterlagen sowie zur Wiederherstellung von Querprofil und Griffigkeit von Fahrbahnen geeignet. Sie sind eine optimale Deckschicht auf hochstandfesten Tragschichten und zeichnen sich in dieser Kombination aufgrund ihrer Dünnschichtigkeit durch den hohen Widerstand gegen Spurrinnenbildung aus.
Die Erniedrigung der Rollgeräusch-Emission bei Straßen aller Lastklassen-Kategorien ist ein weiterer positiver Aspekt und kann bei 70 km/h bis zu 5 dB(A) und bei 100 km/h bis zu 7 dB(A) betragen.
DDK sind daher ideale und wirtschaftliche Bauweisen zur Straßenerhaltung. Sie ermöglichen eine hohe Tageseinbauleistung und gestatten ein Arbeiten unter Verkehr mit nur geringfügiger Behinderung durch kurzzeitige abschnittsweise Absperrungen.
DDK entwickelten sich in den letzten Jahrzehnten als “echte Mischgutschicht” zu einer internationalen Regelbauweise, die unter der Bezeichnung “Mikrobelag” oder “Microsurfacing” bekannt ist. Eine VS wird auch als „Slurry Seal“ bezeichnet.
Die geringen Schichtdicken sind beim Überbauen von höhengebundenen Fahrbahnen sehr vorteilhaft und erfordern kein Anheben von Einbauten. Auch das Verfüllen der Rillen vorgefräster Fahrbahnen zwecks Höhenausgleich von Quer- und Längsunebenheiten ist durch die breiförmige Mischgutkonsistenz auf materialsparende Weise mittels DDK möglich und hat sich gut bewährt.
VS werden präventiv mit großem Erfolg überall dort auf Asphaltflächen eingesetzt, wo durch Mischguttyp (z.B. Tragschicht, die über den Winter befahren werden muss) oder durch mangelhafte Verdichtung (z.B. bei händischem Einbau, beim Einbau in Parkgaragen im Bereich von Einbauten, bei Randsteinen oder Randbalken) die erforderliche Qualität nicht erreicht werden konnte und daher die Dichtheit und Wetterbeständigkeit nachträglich verbessert werden muss.
Durch die feinraue Textur eignen sich VS vorzüglich auch für Radwege und Siedlungsstraßen.
Literatur
[1] RVS 08.16.05 „Dünnschichtdecken in Kaltbauweise und Versiegelungen“
[2] ÖNORM EN 12273 „Dünne Asphaltdeckschichten in Kaltbauweise – Anforderungen“
[3] ÖNORM B 3597 „Dünnschichtdecken in Kaltbauweise und Versiegelungen, Anforderungen, Regeln zur Umsetzung der ÖNORM EN 12273“
Vorspritzen mit Bitumenemulsion oder das Herstellen einer Haftbrücke
Als Vorspritzen bezeichnet man das Aufsprühen von Bitumenemulsion auf eine Asphaltschichte, um eine Kleberfläche für die nächste darauf einzubauende Asphaltschichte herzustellen.
Diese auch als Haftbrücke bezeichnete Kleberschicht bewirkt einen kraftschlüssigen Verbund der einzelnen Schichten untereinander. So werden bituminöse Trag-, Binder- und Deckschichten aus Asphaltmischgut miteinander dauerhaft und flexibel verbunden.
Ist dieser Schichtverbund nicht, oder nicht ausreichend gegeben, können sich schon nach kurzer Zeit strukturelle Schäden an der Deckschichte wie Risse, Netzrisse, aber auch Verformungen zeigen, daher wird er auch besonders geprüft:
Schichtverbund: beschreibt die Verklebung von Asphaltschichten oder Asphaltlagen untereinander.
Anforderungen an den Schichtverbund sind in Abhängigkeit der eingesetzten Bitumenemulsion in der RVS 08.16.01 bzw. RVS 08.16.06 definiert.
Die Schubfestigkeit ist definiert als die erreichte maximale Schubkraft, bezogen auf die Prüffläche, bei der Prüftemperatur von (20 ± 1) °C.
Sie ist eine Prüfmethode zur Bestimmung des Schichtverbunds bei Lagen >3 cm und wird gemäß ÖNORM B 3639-1 bestimmt.
Die Haftzugfestigkeit ist definiert als die erreichte maximale Zugkraft, bezogen auf die Prüffläche, bei der Prüftemperatur von 0 ±1 °C.
Sie ist eine Prüfmethode zur Bestimmung des Schichtverbunds bei Lagen = 3 cm und wird gemäß ÖNORM B 3639-2 bestimmt.
Bitumenemulsion ist eine feine Verteilung von Bitumen in Wasser unter Verwendung von Emulgatoren, sie kann ungeheizt gelagert und in Fässern und Tanks transportiert werden. Erst vor der Verarbeitung wird sie moderat erwärmt (40°-60°).
Nach dem Versprühen verdunstet das „Transportmittel“ Wasser innerhalb einer gewissen Abbindezeit und übrig bleibt ein Kleberfilm aus Bitumen und Zusätzen.
Die Eigenschaften des eingesetzten Bitumens, die Wirkung der Zusätze und die Beigabe von Wasser machen also die Qualität einer Bitumenemulsion aus.
Zum Vorspritzen geeignete Bitumenemulsionen haben der ÖNORM B 3508 für kationische Bitumenemulsionen und der ÖNORM B 3509 für anionische Bitumenemulsionen, sowie der RVS 11.06.58 zu entsprechen.
In Österreich werden fast nur kationische Bitumenemulsion für Haftbrücken verwendet, meistens polymermodifiziert, Sie sehen hier die vollständige Liste aller zugelassener Emulsionstypen:
| Bezeichnung gemäß ÖNORM B 3508, ÖNORM B 3509 | Bisherige nationale Bezeichnung | Typ |
| C 40 B 3 - HB | C 40 B 1 | kationische Bitumenemulsion für Haftbrücken |
| C 60 B 3 - HB | C 60 B 1 | kationische Bitumenemulsion für Haftbrücken |
| C 40 BP 3 - HB | C 40 BP 1 | kationische polymermodifizierte Bitumenemulsion für Haftbrücken |
| C 60 BP 3 - HB | C 60 BP 1 | kationische polymermodifizierte Bitumenemulsion für Haftbrücken |
| A 40 B | HB 40 S | anionische Bitumenemulsion für Haftbrücken |
| A 60 B | HB 60 S | anionische Bitumenemulsion für Haftbrücken |
| A 40 BP | HB 40 S - PM | anionische polymermodifizierte Bitumenemulsion für Haftbrücken |
| A 60 BP | HB 60 S - PM | anionische polymermodifizierte Bitumenemulsion für Haftbrücken |
Bitumenemulsionen mit 60 % Bindemittelgehalt sind etwas dickflüssiger und finden Anwendung in Breitspritzgeräten, Servicetanks und beheizbaren Fassspritzgeräten. Damit können höhere Dosiermengen aufgebracht werden, ohne dass die Bitumenemulsion abfließt oder zusammenläuft.
Die vorzuspritzenden Flächen müssen sauber und trocken sein. Anhaftende Verunreinigungen (z.B. Bankettmaterial) und lose Bestandteile sind zu entfernen.Die Reinigungsarbeiten sind zeitlich so einzurichten, dass die Vorspritzarbeiten möglichst im Anschluss daran (unter Berücksichtigung der Trocknung der Unterlage) erfolgen. Damit soll sichergestellt werden, dass in der Zwischenzeit keine neue Verunreinigung erfolgt, wie z.B. durch den Baustellenverkehr.
Die richtige Dosierung von Bitumenemulsion hängt von verschiedensten Faktoren ab und ist für jedes Bauvorhaben zwischen Auftraggeber und Verarbeiter abzustimmen. Hier sei auf das Arbeitspapier Nr.2 „Vorspritzen mit Bitumenemulsion“, herausgegeben von der Österreichischen Forschungsgesellschaft Straße - Schiene – Verkehr; Karlsgasse 5, 1040 Wien, hingewiesen. Es beinhält detaillierte Tabellen, die die Bestimmung von Dosiermengen ermöglichen.
Zusammenfassend folgender Überblick:Es gelangen Dosiermengen von 0,17 – 0,7kg/m² zur Anwendung. Je offenporiger und grobkörniger die Unterlage ist, desto höher ist die erforderliche Vorspritzmenge, darunter fallen z.B. auch Fräsflächen.Je dichter („fetter“) die Unterlage, desto weniger Vorspritzmittel wird benötigt. Je bindemittelreicher, hohlraumärmer oder dünner die darüber liegende Asphaltschichte ausgeführt wird, desto sparsamer soll das Vorspritzmittel dosiert werden.
Der Verarbeiter hat darauf zu achten, dass die Bitumenemulsion gleichmäßig und vollflächig aufgetragen wird. Grundsätzlich sind die Bitumenemulsionen mit einem Breitspritzgerät oder Spritzgeräten mit Balken aufzubringen. Die Genauigkeit der Dosiermenge dieser Geräte wird mindestens einmal jährlich überprüft. Computergesteuerte Breitspritzgeräte erreichen eine Dosiergenauigkeit von max. ± 0,05 kg/m². Bei kleinflächigem Einbau und schwer zugänglichen Stellen wird natürlich auch händisch vorgespritzt, gestrichen, oder andere Kleingeräte, wie die sog. „Spritzmaus“ eingesetzt. Dies sollte aber der Ausnahmefall bleiben, da exakte Dosierungen auf diese Weise nicht möglich sind.
Auch eine Überdosierung birgt Gefahren, es bildet sich eine Gleitschicht, d.h. die Verzahnung der Schichten wird verhindert und diese beginnen aufeinander zu gleiten. Zudem besteht die Gefahr des Durchschwitzens bzw. Überfettens, besonders bei Überbauung mit dünnen Asphaltschichten.
Lassen Sie Vorspritzarbeiten von erfahrenen, österreichischen Verarbeitern durchführen, Sie erhalten Rat und Hilfe bei Fachfragen und qualitätsgesicherte Bitumenemulsionen, versprüht von kalibrierten Präzisionsmaschinen.
Literatur
Arbeitspapier Nr.2 „Vorspritzen mit Bitumenemulsion“
RVS 08.16.01 Technische Vertragsbedingungen, Anforderungen an Asphaltschichten, Bituminöse Trag- und Deckschichten
RVS 08.16.06 Technische Vertragsbedingungen, Anforderungen an Asphaltschichten, Gebrauchsverhaltensorientierter Ansatz
RVS 11.06.58 Qualitätssicherung Bau Bitumenemulsionen, verschnittene und gefluxte bitumenhaltige Bindemittel
ÖNORM B 3508 Bitumen und bitumenhaltige Bindemittel - Anforderungen an kationische Bitumenemulsionen
ÖNORM B 3509 Bitumen und bitumenhaltige Bindemittel - Anforderungen an anionische Bitumenemulsionen
Presseinformation
Hier finden Sie die Presseinformationen der österreichischen Bitumenemulsionsindustrie.
Nachhaltige Straßenerhaltung dank kalter Bitumentechnologie
Wien, 16.03.2023 - Aufgrund von Witterungseinflüssen und aufgrund der Alterung der Bindemittel müssen Straßenoberflächen regelmäßig erneuert werden. Bewährt haben sich dafür Bitumenemulsionen in Form von Oberflächenbehandlungen und kalten Dünnschichtdecken, die vor Eindringen von Feuchtigkeit in die Asphaltdeckschichten schützen. Die Vorteile dieser Technik liegen auf der Hand: sie spart Kosten, Ressourcen sowie Energie.
Durch die Ressourceneinsparung der kalten Erhaltungssysteme (bis minus 60 Prozent) und Einsatz von nachwachsenden Rohstoffen leisten Produkte und Verfahren aus der kalten Bitumentechnologie, wie Oberflächenbehandlung und DDK (Dünne Decke Kalt), einen beträchtlichen Beitrag zur CO2-Reduktion und somit zum aktiven Klima- und Umweltschutz.
„Eine Erstellung des Klimafußabdrucks durch Joanneum Research Graz untermauert die Aussagen: Die Sanierung von ca. 200m Gemeindestraße mittels Dünnschichtdecke entspricht gerade einmal den jährlichen Treibhausgasemissionen von 0,13 Österreichern“, erklärt Wolfgang Eybl, Obmann der Berufsgruppe Bitumenemulsionen im Fachverband der Chemischen Industrie, stolz.
Weg von Schlagworten, hin zur Umsetzung!
Verwundert zeigt sich Eybl jedoch in Bezug auf den Aktionsplan „nachhaltige Beschaffung“, in dem die kalte Bitumentechnologie nach wie vor nicht erfasst ist: „Ein umfassenderer Zugang, etwa über eine Berücksichtigung des CO2-Fußabdrucks, sollte hier überlegt und vor allem zeitnah umgesetzt werden. Umweltkriterien kommen nicht von allein in die Umsetzung, sie müssen in den Ausschreibungen gefordert, konkretisiert und bewertet werden.“ Die Aufnahme von Umweltkriterien in öffentlichen Ausschreibungen wird von der EU seit über 20 Jahren gefordert und ist mit dem Green Deal aktueller denn je.
Nachhaltige Produkte brauchen Nachfrage der öffentlichen Hand
Die Erreichung der Klimaziele der EU stellt neue, innovative Anforderungen an Baustoffe. So sollte etwa branchenübergreifenden Kombinationen aus der heißen und kalten Bitumentechnologie mehr Beachtung geschenkt werden, z.B. zur Erzielung eines vereinfachten, ressourcenschonenden Aufbaus bei gleicher Lebensdauer. Auch der zunehmende Einsatz von nachwachsenden und recyclierten Rohstoffen zeigt die Bestrebungen der Branche. „Ohne die Nachfrage der öffentlichen Auftraggeber nach nachhaltigen Lösungen bleiben unsere innovativen und ressourcenschonenden Produkte in unseren „Schubladen“ liegen“, so Eybl.
Zu langes Zögern führt zu teuren Sanierungen
Aufgrund der budgetären Herausforderungen der letzten Jahre wurden Gelder für die Straßenerhaltung nicht entsprechend den Erfordernissen angepasst. Nun drängt die Zeit, um die Straßenkörper vor teuren General-Sanierungsmaßnahmen zu bewahren, die bei weiteren Verzögerungen unweigerlich drohen.
Rechtzeitige und verantwortungsbewusste Straßenerhaltung bringt neben einer Substanzverbesserung von Straßen und Wegen vor allem auch griffigere Straßenbeläge und damit eine wesentliche Erhöhung der Verkehrssicherheit.
Über die Bitumenemulsionsindustrie
Die Bitumenemulsionsindustrie zur Herstellung von Oberflächenbelägen aus Bitumenemulsionen (OB) sowie Dünnschichtdecken in Kaltbauweise und Versiegelungen hat eine fast hundertjährige Tradition in Österreich. Ihr Ziel ist eine wirtschaftliche und ökologische Straßenerhaltung. Sie bekennt sich zum Green Deal und zu Umweltkriterien und sieht darin viele Möglichkeiten, mit ihren Produkten einen Beitrag zur Erreichung der Klimaziele zu leisten. Sechs Unternehmen produzieren an sieben Standorten in Österreich Bitumenemulsionen im Wert von ca. 60 Mio. Euro.
